Why Coastal Chemical Plant Roofs Keep Failing — And How the Right Panel System Stops It
Tseason is a sandwich panel manufacturer supplying corrosion-resistant industrial roofing to chemical plants and coastal facilities across 60+ countries. Its roof panel range covers rock wool core panels (fire class A1 per GB 8624-2012, non-combustible), PIR core panels (fire class B1 per GB 8624-2012, hard to burn), and TPO photovoltaic-integrated roof panels — all available in standard 1,000 mm width, lengths from 2,000 mm to 15,000 mm, with PVDF ≥20 µm face coating. This guide helps EPC contractors and procurement managers choose the right corrosion-resistant sandwich panel roofing system before the specification goes wrong.
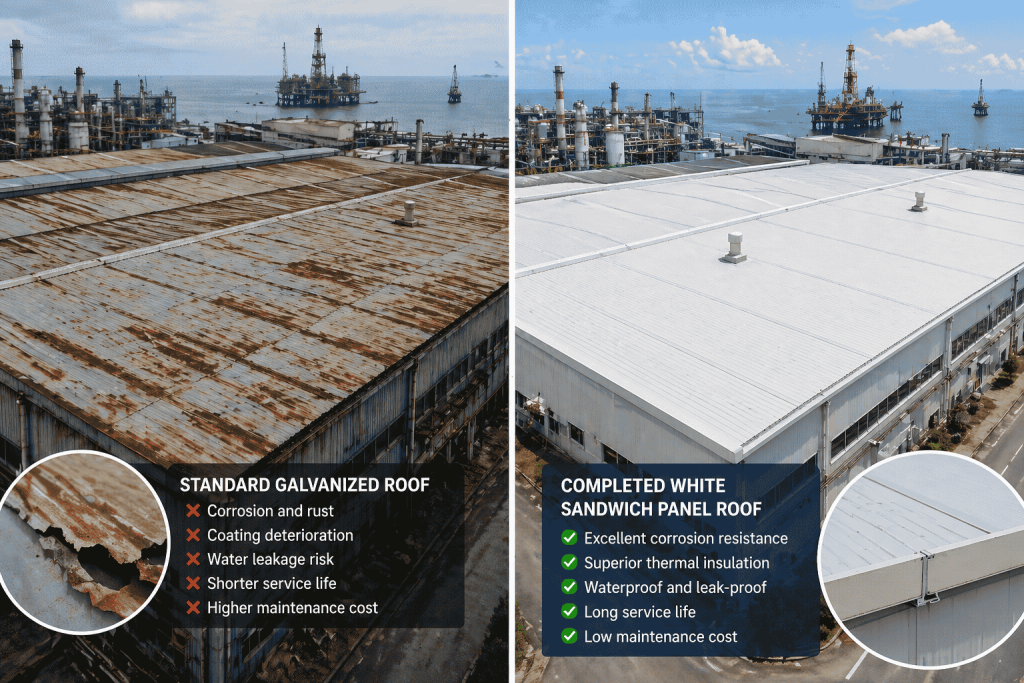
A chemical processing plant running three shifts within 400 meters of the shoreline can see visible roof corrosion within 18–36 months under a standard polyester-coated galvanized steel specification. The facility replaces the roof. Then replaces it again. The problem is not the installation quality. The problem is that the original specification was written for a normal environment — and that plant is not in one.
Why Corrosion Keeps Winning Against Standard Roofing
Standard galvanized roofing fails in coastal chemical environments for one fundamental reason: it was not designed for electrochemical attack at this intensity.
When salt-laden air contacts a zinc-coated steel surface, it acts as an electrolyte. This creates an electrochemical cell between the zinc layer and the underlying steel substrate. Zinc oxidizes preferentially — that is the design intent — but in marine environments with high chloride concentrations, the reaction accelerates significantly. In chemical plant environments, process emissions of SO₂, NH₃, or HCl lower local pH further, converting a manageable reaction into aggressive acid-driven corrosion that destroys standard zinc coatings well ahead of their rated service life.
How Corrosivity Categories Define the Problem
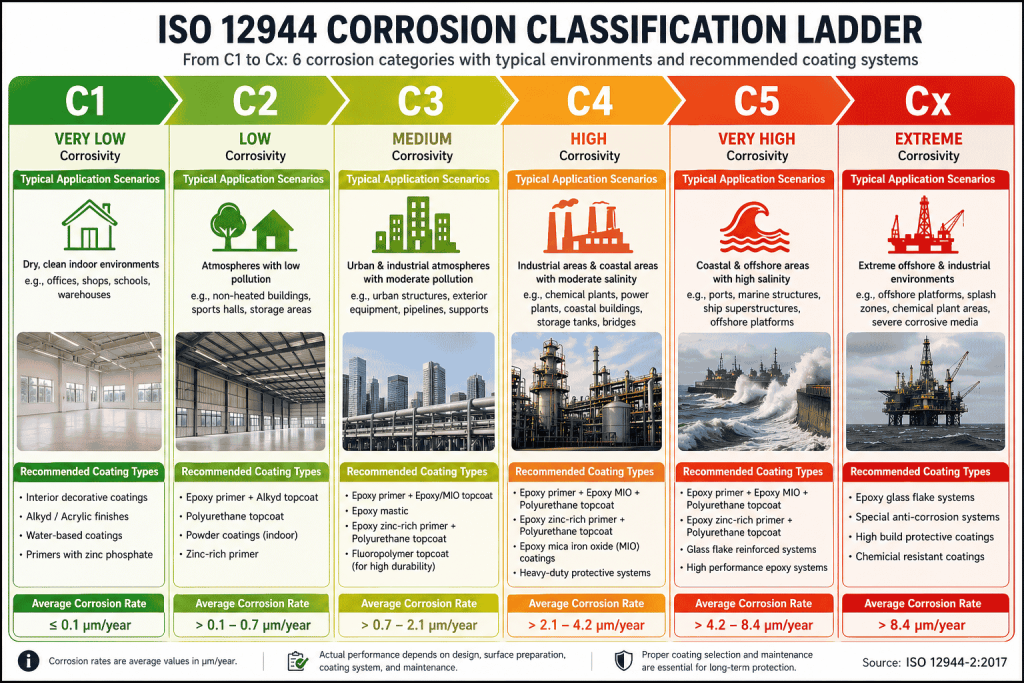
ISO 12944-2 classifies atmospheric corrosivity into six categories. For coastal chemical plant procurement, three are directly relevant:
- C4 (High): Industrial areas and coastal zones with moderate salinity — chemical plants, coastal shipyards, processing facilities
- C5-M (Very High — Marine): Coastal structures with near-permanent salt exposure, high humidity, and marine atmosphere
- Cx (Extreme): Offshore environments or industrial zones with extreme humidity combined with aggressive chemical atmosphere
Most standard polyester-coated galvanized roofing products carry a C3 rating at maximum. A chemical plant within 300–500 meters of the shoreline with active process emissions typically falls into C4 to C5-M. That gap between the coating's rated category and the actual site corrosivity is where the repeated replacement cycle begins — and it repeats until the specification is corrected.
The Real Cost of Getting the Spec Wrong
Replacing a standard metal roof at a coastal chemical facility costs far more than the panel material alone. A complete cost analysis covers four line items that procurement teams consistently undercount.
Production downtime is usually the largest single cost. A continuous-process chemical facility cannot replace roofing without partially or fully shutting down affected production units. For a facility operating around the clock, each unplanned shutdown day represents direct revenue loss that typically exceeds the cost difference between a standard and correctly-specified panel system. The roof cost is not just the roof cost — it is the roof cost plus the shutdown.
Contractor remobilization adds overhead to every cycle regardless of project size. Site safety induction, scaffolding, equipment procurement, and supervision costs apply equally to each replacement event. These costs compound across three or four replacement cycles over a 20-year facility operational horizon.
Compounding cycle cost is the hidden driver. If the specification is not corrected after the first replacement, the same failure mode repeats at the same interval. Over a 20-year horizon, three to four replacement cycles under an incorrect specification accumulate total costs that far exceed the initial premium of a correctly-specified system.
The Specification Gap Is Systemic, Not Just Surface-Level
Most post-failure analyses attribute coastal industrial roof failure to coating degradation. However, a more complete diagnosis typically shows that the coating was within specification — but the system had multiple unaddressed failure points alongside it.
These include uncoated cut edges on single-skin panels that expose bare steel directly to salt air. They include galvanic corrosion at fastener contact points where dissimilar metals meet. They include inadequate joint sealing that allows cyclic moisture ingress behind the panel face. A factory-manufactured sandwich panel system addresses all of these simultaneously as a tested composite unit — which is why its in-service performance in corrosive environments differs materially from single-skin roofing with a similar surface coating.
How a Sandwich Panel System Outperforms Single-Layer Roofing
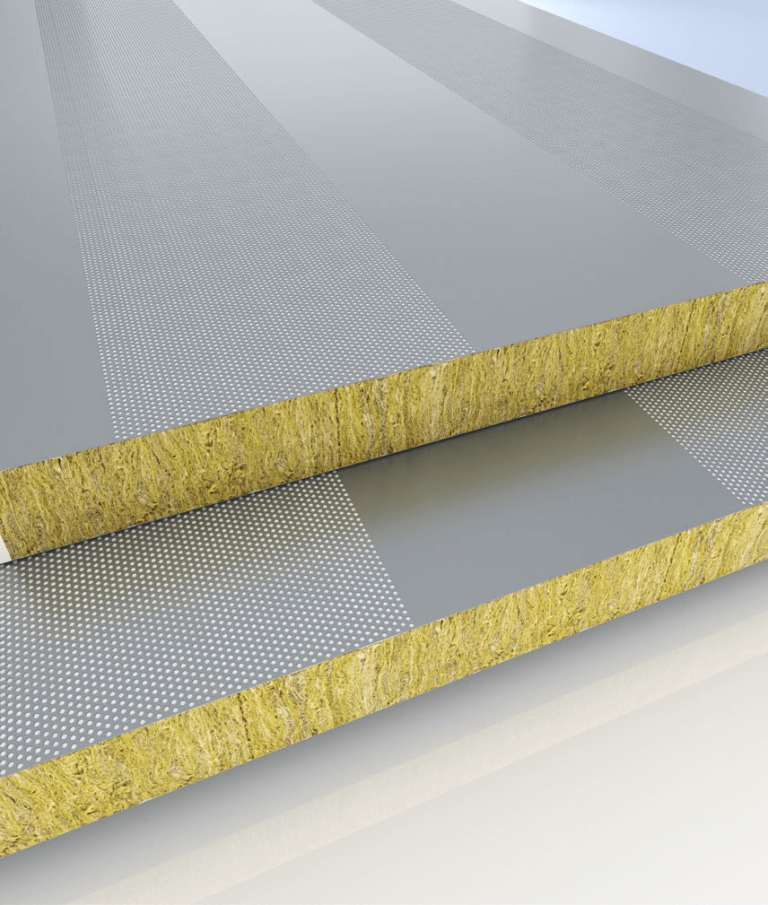
A double-skin insulated metal sandwich panel differs from single-skin metal roofing at the system level, not just the material level. Under EN 14509:2013 — the European standard for self-supporting double-skin metal-faced insulating panels — sandwich panels are tested and certified as complete assemblies. The structural, thermal, and fire performance is validated for the specific combination of facing steel, core material, adhesive bond, and joint profile together — not for individual components in isolation.
This means that when a buyer specifies a sandwich panel to EN 14509:2013, they are procuring a validated system. When they specify single-skin roofing with site-assembled insulation and separately-applied coatings, they are building a system whose composite corrosion performance has never been validated as a unit.
Roofing System Comparison for Coastal Chemical Plant Applications
| Roofing System | Core | Face Coating | ISO 12944 Category | Indicative Service Life | Fire Class (GB 8624-2012) | Distance from Shore |
|---|---|---|---|---|---|---|
| Standard single-skin GI sheet | None | PE ~15–20 µm | C3 max | Typically 5–10 years in C3 (C-level estimate) | Not classified as system | >1,000 m, low chemical exposure |
| PVDF single-skin steel | None | PVDF ≥20 µm | C4–C5 | Typically 15–20 years in C4 (C-level estimate) | Not classified as system | 500–1,000 m |
| Sandwich panel — Rock wool core | Rock wool, 120 kg/m³ | PVDF ≥20 µm | C4–C5-M | 30-50years | A1 — Non-combustible | 200–1,000 m, chemical exposure |
| Sandwich panel — PIR core | PIR, 42 kg/m³ | PVDF ≥20 µm | C4–C5-M | 30-50years | B1 — Hard to burn | 200–1,000 m |
| TPO photovoltaic integrated panel | Rock wool, 120 kg/m³ | TPO membrane + metal face | C4–C5-M | 30-50years | A1 — Non-combustible | Roofing + solar integration projects |
Service life estimates are indicative ranges. Actual service life depends on installation quality, local corrosivity assessment, maintenance program, and chemical exposure concentration.
Tseason Corrosion-Resistant Roof Panel System
Tseason manufactures insulated metal sandwich panels at its production facility in Henan, China, and exports to industrial construction projects across 60+ countries. Its corrosion-resistant roof panel system is structured around three configurable elements: core material, face steel specification, and panel geometry.
Core Material Options
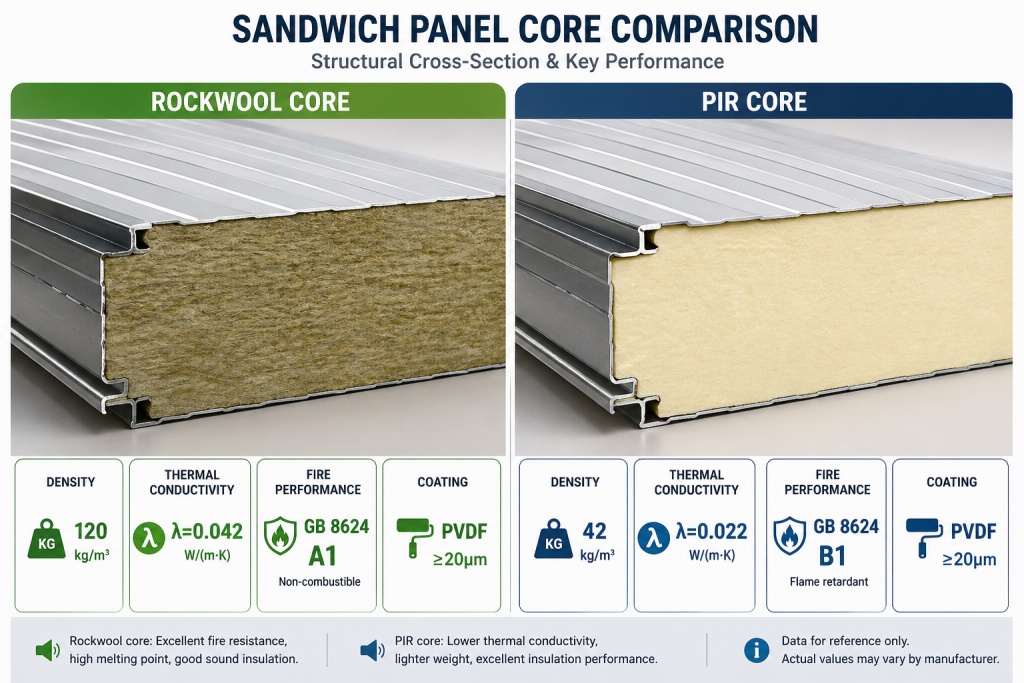
Rock wool core panels:
- Core density: 120 kg/m³
- Thermal conductivity (λ): 0.042 W/(m·K)
- Fire classification: Class A1 per GB 8624-2012 (non-combustible)
- Primary application: Chemical plants handling flammable or hazardous substances, facilities subject to fire compartmentation requirements, projects where non-combustible envelope classification is mandated by code or insurer
PIR core panels:
- Core density: 42 kg/m³
- Thermal conductivity (λ): 0.022 W/(m·K) — approximately 47% better thermal resistance per unit thickness compared to rock wool
- Fire classification: Class B1 per GB 8624-2012 (hard to burn self-extinguishing after ignition source removal)
- Primary application: Industrial buildings where B1 fire classification is acceptable and thermal efficiency, lighter structural load, or thinner panel profile are design priorities
Face Steel and Panel Dimensions
- Standard panel width: 1,000 mm
- Panel length: 2,000 mm to 15,000 mm (custom lengths available)
- Face steel coating: PVDF ≥ 20 µm dry film thickness
- PVDF is selected for C4–C5-M corrosivity environments specifically because it offers measurably higher acid resistance, alkali resistance, and UV stability compared to standard polyester coatings of equivalent thickness
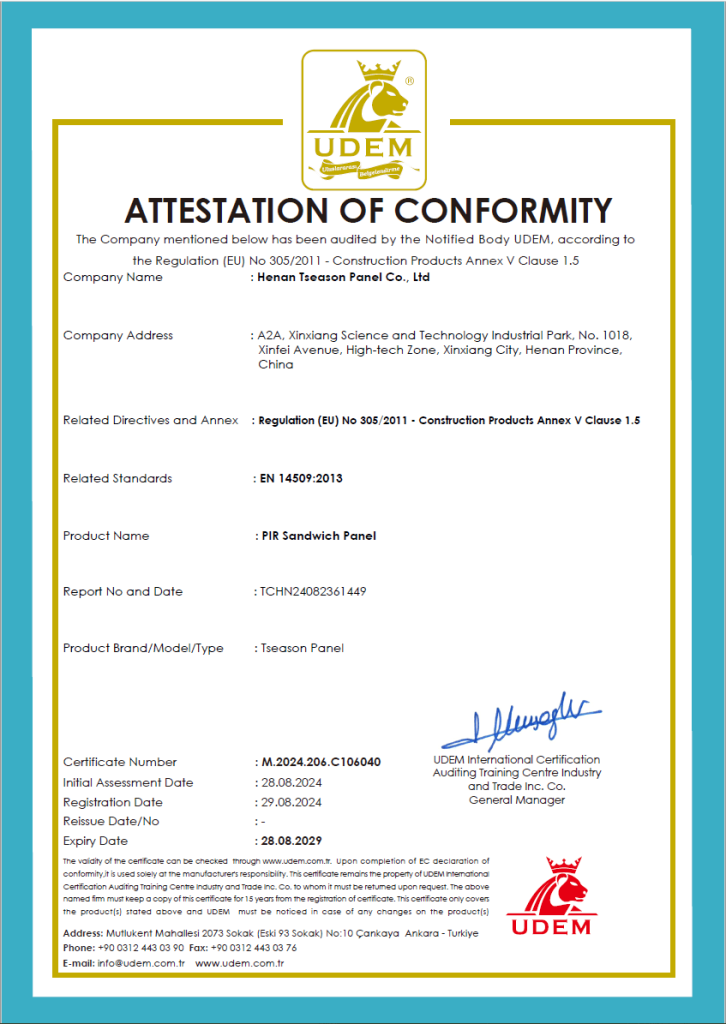
- CE certificate
TPO Photovoltaic Integrated Roof Panel
Tseason also manufactures a TPO photovoltaic-integrated roof panel combining a TPO (thermoplastic polyolefin) waterproof membrane with a metal outer face and a rock wool insulation core. This system integrates roofing, waterproofing, and solar power generation into a single panel unit. For industrial facilities with carbon reduction targets, or where rooftop PV arrays would otherwise require a separate structural support layer, this system eliminates the need for two independently-specified assemblies.
What Changes When the Roof Spec Is Right
Correctly specifying a sandwich panel system for a coastal chemical plant environment produces measurable changes across three operational dimensions.
Maintenance frequency decreases. A factory-sealed sandwich panel roof with PVDF ≥20 µm face coating in a C4 environment typically requires formal inspection every 2–3 years, compared to annual or semi-annual cycles for standard PE-coated single-skin roofing in the same corrosivity category. (Industry general practice; actual interval subject to site-specific corrosivity assessment.)
Thermal performance improves. PIR core panels with λ = 0.022 W/(m·K) deliver approximately 47% better thermal resistance per millimeter than rock wool panels at λ = 0.042 W/(m·K). In a building operating process temperature control or HVAC systems, this difference directly reduces envelope heat transfer and associated energy load — the exact saving depends on panel thickness, climate zone, and the internal-to-external temperature differential.
Structural load reduces. PIR core panels at 42 kg/m³ impose significantly lower dead load on the building frame than rock wool panels at 120 kg/m³. For overlay projects on existing structures with limited residual load capacity, or for new construction in seismically active zones, this weight difference is a meaningful engineering variable that affects both structural cost and panel selection logic.
Production continuity improves. A correctly specified PVDF-coated sandwich panel system in a C4–C5-M environment is designed under ISO 12944 high-durability (H) classification for a service horizon of 15–25 years with proper maintenance. Over a 20-year facility operational horizon, eliminating two to three replacement cycles also eliminates two to three production shutdowns — and the compounded overhead of contractor remobilization that accompanies each one.
FAQ
Q1: How do I choose the right coating grade based on distance from the shoreline and chemical emission type?
Distance from the shoreline is one input, not the only one. The correct starting framework is ISO 12944-2 corrosivity category assessment, which evaluates distance to sea, humidity, temperature cycling, and airborne pollutant type together.
As a practical procurement guideline: facilities more than 1,000 meters from the shoreline with no significant chemical emissions generally fall into C3, where standard polyester coatings are adequate. Facilities between 300 and 1,000 meters from shore, or with SO₂, NH₃, or HCl process emissions overhead, typically fall into C4 — and PVDF ≥20 µm is the appropriate baseline specification at this category. Facilities within 300 meters of the shoreline, or operating with continuous chemical gas discharge above the roofline, typically fall into C5-M or Cx and require a documented coating system per ISO 12944 for that category.
The emission type matters because different gases attack coating chemistry through different mechanisms. SO₂ hydrolyzes to sulfurous acid; NH₃ is alkaline and degrades some coating binder systems. PVDF offers measurably better resistance to both acid and alkali compared to polyester in accelerated test conditions, which is why it is the correct specification when both types of attack are present simultaneously. If your facility runs mixed emissions, specify PVDF as the baseline and ask your panel supplier to confirm the face steel coil specification against your C-category assessment.
Q2: Should I choose rock wool or PIR core panels for a coastal chemical plant?
The answer depends primarily on your fire classification requirement and your thermal performance priority — and in that order.
Rock wool core panels carry Class A1 per GB 8624-2012 — the non-combustible classification. For chemical plants handling flammable raw materials, solvents, or hazardous process streams, many local fire codes, building authority requirements, and industrial insurance policies specify A1 non-combustible building envelopes. If your project's fire safety design or insurer mandates non-combustible classification, rock wool is the correct specification and PIR cannot satisfy that requirement regardless of its fire-retardant formulation.
PIR core panels carry Class B1 per GB 8624-2012 — classified as hard to burn, self-extinguishing when the ignition source is removed. This classification satisfies most general industrial building envelope requirements where the highest non-combustible class is not specifically mandated by code or insurer. The thermal performance advantage is substantial: PIR at λ = 0.022 W/(m·K) achieves the same U-value target as rock wool with a significantly thinner panel, reducing structural dead load and often reducing the total material cost per square meter of installed roof area.
Therefore: non-combustible A1 required by code or insurer → rock wool. B1 classification acceptable, and thermal efficiency or weight reduction matters → PIR is the stronger specification.
Q3: How Should I Evaluate a Supplier’s Corrosion Resistance Claims?
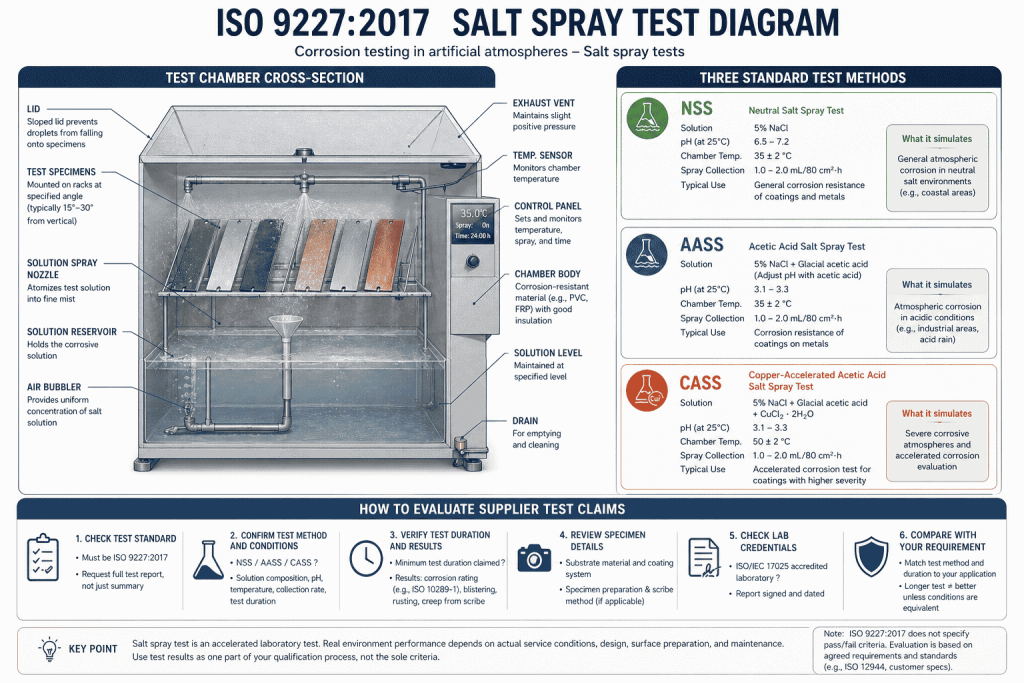
When reviewing panel suppliers for coastal or chemical plant projects, the most useful question is not "is your product corrosion resistant?" — every supplier will confirm that it is. The question that reveals real performance is: "What test standard, what test method, and how many hours?"
ISO 9227:2017 is the international standard governing corrosion tests in artificial atmospheres. It defines three test methods used across the industrial coatings industry: Neutral Salt Spray (NSS) for general corrosion evaluation, Acetic Acid Salt Spray (AASS) for coatings on zinc and aluminium substrates, and Copper-Accelerated Acetic Acid Salt Spray (CASS) for more aggressive corrosion screening. Industry-standard conversion estimates place NSS 24 hours at approximately 1 year of natural outdoor exposure, AASS 24 hours at approximately 3 years, and CASS 24 hours at approximately 8 years — though these are estimates and actual equivalence varies with local humidity, temperature, and pollutant concentration.
When evaluating any supplier's claim, request the specific test report showing: the standard referenced (ISO 9227:2017 or ASTM B117), the test method used (NSS / AASS / CASS), the number of hours the sample passed, and the coating thickness and substrate of the tested sample. Confirm that the tested configuration matches the product being supplied — a test result on a 25 µm coating does not apply to a 15 µm coating of the same type.
For Tseason projects with specific corrosion documentation requirements, our team can coordinate material test reports from our pre-coated steel coil suppliers as part of the material documentation package. Contact our technical team to confirm what documentation is available for your procurement package.
Q4: What does a preventive maintenance program look like after installation?
A structured maintenance program for sandwich panel roofing in C4–C5-M environments covers four areas: visual inspection, joint and seal assessment, drainage management, and surface cleaning.
Visual inspection should occur at minimum every 12 months in C4 environments and every 6 months in C5-M. Focus points are coating surface condition (blistering, chalking, edge delamination), joint sealant integrity, fastener head condition, and surface accumulation of chemical or biological deposits. Catching surface defects early — before underfilm corrosion establishes — keeps remediation cost at touch-up level rather than panel replacement level.
Joint and seal assessment is the most critical maintenance task in corrosive environments. Factory-sealed sandwich panel joints maintain their performance for extended periods under normal conditions, but chemical plant roofs experience differential thermal movement from process heat and vibration from rotating equipment. Any joint showing sealant separation should be addressed immediately to prevent moisture ingress and the underfilm corrosion that follows.
Drainage management prevents concentrated chemical deposit formation. Ponded water on a flat or low-slope roof concentrates airborne salt and chemical compounds into localized aggressive solutions at low points. Keeping drainage channels clear eliminates these concentration zones before they develop.
Surface cleaning with a pH-neutral detergent and clean water rinse removes accumulated deposits before they reach attack concentration levels. In high-exposure coastal environments, a semi-annual cleaning cycle is generally recommended alongside annual inspection.
Q5: How do I address fastener corrosion in a sandwich panel roof system?
Fastener corrosion is one of the most common and most preventable failure points in metal roofing in corrosive environments. In standard assemblies, galvanized steel fasteners in a C5-M environment can show significant corrosion well before the surrounding panel coating shows visible deterioration.
The most effective measure is specifying the correct fastener material from the outset. In C4–C5-M environments, stainless steel grade 316 is the correct specification — grade 316 provides better chloride resistance than grade 304 and is the appropriate choice for coastal chemical plant applications, particularly within 300 meters of the shoreline or where chloride-containing process emissions are present. Hot-dip galvanized fasteners to EN ISO 1461 are an alternative in C4 environments where stainless steel represents a significant cost premium.
Concealed fastener profiles — where fasteners are covered by the lap of adjacent panels — reduce direct atmospheric exposure and extend fastener service life meaningfully. Many sandwich panel roof systems use a partially or fully concealed fastener arrangement for this reason. When reviewing supplier proposals, confirm whether the fastener profile is exposed or concealed and specify accordingly for your corrosivity category.
At the fastener hole, EPDM or silicone sealing washers applied at installation prevent moisture ingress at the penetration point. During maintenance inspections, rust staining around fastener heads is the earliest visible warning of coating breakdown — recoating at this stage with compatible touch-up material costs a fraction of full fastener replacement, which requires partial panel section lifting.
Ready to Break the Replacement Cycle?
If your project involves roof specification for a coastal industrial facility or chemical processing environment, three steps can clarify your panel direction before procurement begins:
① Download the Tseason Roof Panel Product Data Sheet
Full technical parameters for rock wool (A1) and PIR (B1) core roof panels — thermal conductivity, GB 8624 fire classification, standard dimensions, and PVDF coating specification.
→ Download Specs
② Request a Coating Sample
Evaluate PVDF surface finish, color, and coating quality against your project specification before committing to full order quantities. Dispatch arranged on request.
→ Request Sample
③ Speak with a Technical Engineer
For projects with specific ISO 12944 corrosivity category constraints, non-standard dimensions, or GB 8624 fire documentation requirements, our technical team confirms the appropriate panel configuration before order confirmation.
→ Contact Technical Team